PMI Linear Rail- A Science Or Just A Simple, Well Manufactured Engineering Product?
David Chanin, Matara UK’s Managing Director Outlines The Evolution Of PMI Linear Rail
 When choosing a linear rail there have always been a number of external factors to consider, such as load, speed, repeatability, environmental conditions and cycle times. However, whilst designation of accuracy grades amongst suppliers has stood still, production methods and machinery have significantly improved. Further to this, rail grades are still categorised by the running parallelism achieved per linear metre, which range from N grade (normal) to UP grade (ultra precision). Ultimately, these grades are dependent on the grinding accuracy of the rail, carriage and ball bearings.
When choosing a linear rail there have always been a number of external factors to consider, such as load, speed, repeatability, environmental conditions and cycle times. However, whilst designation of accuracy grades amongst suppliers has stood still, production methods and machinery have significantly improved. Further to this, rail grades are still categorised by the running parallelism achieved per linear metre, which range from N grade (normal) to UP grade (ultra precision). Ultimately, these grades are dependent on the grinding accuracy of the rail, carriage and ball bearings.
Precision Motion Industries (PMI), the fifth largest manufacturer of linear rail, has been in an exclusive partnership with Matara in the UK for over 17 years. During this period, it has invested heavily in grinding technology. As a result, approximately 92% of its machined N grade rail produced today is actually more accurate than the standard H grade, found in most catalogues. Furthermore, its machined H and P grades also hold this statistic and surpass expectations compared to industry standards. As a result, the customer receives a product that is often better than they think, or in many cases, require.
Due to a small machine tool base in the UK, the demand for UP grade Linear Rail is low. Subsequently, most UK based demand for linear rail is in the N and H grade bracket. Whether it’s a simple pick and place unit, supporting a large guard door or a reject mechanism operated by a guided rodless cylinder, the accuracy of the linear rail system is often many times greater than that needed. It is only a little over two decades ago that many engineers were designing their own linear guidance systems, due to the relative cost of the systems that were then available.
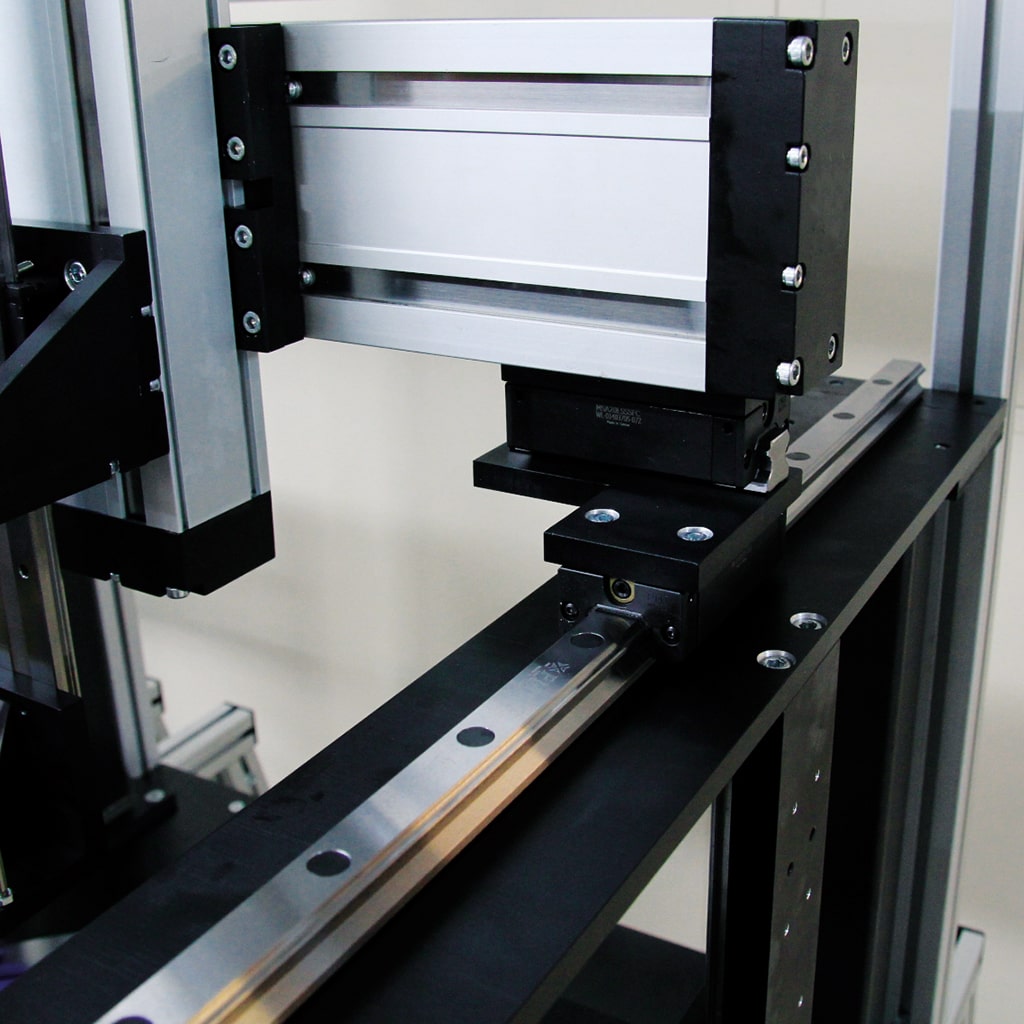
 Loadings are often another area within a linear rail system whereby physical consideration often determines the size of rail and the length of carriage that is purchased. For example, a single PMI Linear Rail 15mm carriage can take a static load of 18.9kN and a dynamic of 11.8kN, yet most of the time they are only moving 20 or 30kg. By adding additional carriages of the same size to a rail and by increasing the distance between them, this load often increases by a factor of six or more.
Loadings are often another area within a linear rail system whereby physical consideration often determines the size of rail and the length of carriage that is purchased. For example, a single PMI Linear Rail 15mm carriage can take a static load of 18.9kN and a dynamic of 11.8kN, yet most of the time they are only moving 20 or 30kg. By adding additional carriages of the same size to a rail and by increasing the distance between them, this load often increases by a factor of six or more.
Whilst there are many other factors that influence the life of PMI linear rail, the continual development of the ball recirculation in the endcaps has been a steady evolution of the overall system. As a result, this has led to lower rates of friction being achieved, thus enabling increased acceleration and deceleration and ultimately a longer life.
There will always be new entrants into this highly competitive arena and whilst the technology may look simple from the outside, PMI is one of the few companies that have perfected a cost effective highly efficient system.